It proses foar ûnderdompele bôgelassen is de meast ideale kar yn 'e wichtige tapassingsfjilden fan pipelines, drukfetten en tanks, spoarproduksje en grutte bou.It hat de ienfâldichste single wire foarm, dûbele wire struktuer, rige dûbele wire struktuer en multi wire struktuer.
It proses fan ûnderdompele bôgelassen kin brûkers profitearje yn in protte weldingapplikaasjes, fan ferhege produktiviteit oant ferbettere arbeidsomstannichheden oant konsekwinte kwaliteit en mear.Metal fabrication planten dy't beskôgje it meitsjen fan feroarings oan it ûnderdompele arc welding proses moatte tinke oan de protte foardielen dy't kin wurde opdien út dit proses.
Basiskennis fan submerged arc welding
It proses foar ûnderdompele arc welding is geskikt foar swiere yndustriële tapassing easken fan piping, drukfetten en tanks, lokomotyfkonstruksje, swiere konstruksje / ôfgraving.Ideaal foar yndustry dy't hege produktiviteit fereaskje, foaral dyjingen dy't it lassen fan heul dikke materialen befetsje, dy't in protte profitearje kinne fan it proses fan ûnderdompele bôgelassen.
De hege ôfsettingssnelheid en reissnelheid kin in wichtige ynfloed hawwe op produktiviteit, effisjinsje en produksjekosten fan arbeiders, dat is ien fan 'e wichtichste foardielen fan it proses foar ûnderdompele bôgelassen.
Oanfoljende foardielen omfetsje: welds mei poerbêste gemyske gearstalling en meganyske eigenskippen, minimale bôgesichtberens en lege lasrook, ferbettere wurkomjouwingskomfort, en goede weldfoarm en teanline.
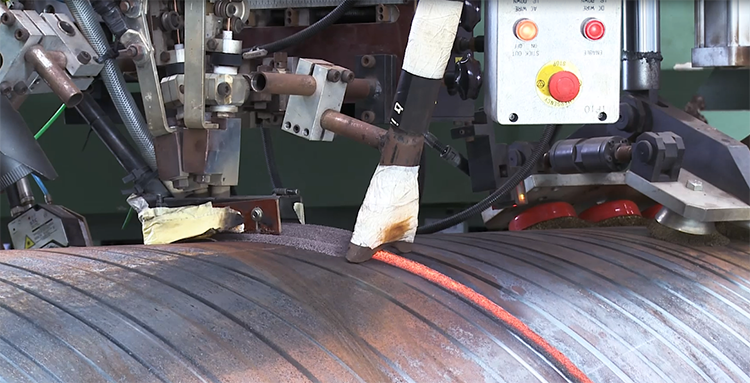
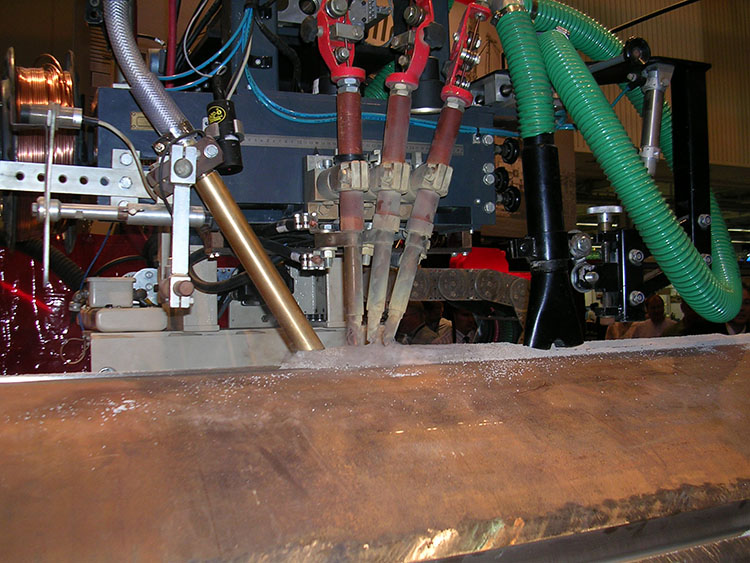
Submerged arc welding is in tried feeding meganisme dat brûkt in korrelige flux te skieden de bôge út 'e loft.Lykas de namme al fermoeden docht, wurdt de bôge begroeven yn 'e flux, wat betsjut dat as de parameters ynsteld binne, de bôge ûnsichtber is mei de stream fan in folgjende laach fan flux.
De tried wurdt kontinu fieden troch in fakkel beweecht lâns de weld.Arc ferwaarming smelt in diel fan 'e tried, in part fan' e flux en de basis materiaal te foarmjen in smelte pool, dat condenses te foarmjen in weld bedekt mei in laach fan welding slag.
De dikte berik fan it welding materiaal is 1/16 "-3/4", dat kin wêze 100% penetraasje welding fia single pass welding, as de muorre dikte is net beheind, it kin wêze multi-pass welding, en útfiere passend pre-behanneling seleksje fan de weld, en selektearje de passende wire flux kombinaasje.
Flux en wire seleksje
Selektearje de juste flux en tried foar in bepaald ûnderdompele arc welding proses is kritysk foar it berikken fan de bêste resultaten mei dat proses.Hoewol it proses fan ûnderdompele arc welding allinich effisjint is, kinne produktiviteit en effisjinsje sels wurde ferhege op basis fan 'e brûkte draad en flux.
De flux beskermet net allinnich it weld swimbad, mar draacht ek by oan it ferbetterjen fan de meganyske eigenskippen en produktiviteit fan de weld.De formulearring fan flux is in enoarme ynfloed op dizze faktoaren, dy't ynfloed hawwe op aktuele draachkapasiteit en slakken frijlitting.Aktuele draachkapasiteit betsjut dat de heechst mooglike ôfsettingseffisjinsje en weldprofyl fan hege kwaliteit kinne wurde krigen.
De slag release fan in bepaalde flux beynfloedet flux seleksje omdat guon fluxen binne better geskikt foar guon welding ûntwerpen as oaren.
Flux seleksje opsjes foar submerged arc welding omfiemet aktive en neutrale soarten welding.In basis ferskil is dat de aktive flux feroaret de skiekunde fan de weld, wylst de neutrale flux net.
Aktive flux wurdt karakterisearre troch it opnimmen fan silisium en mangaan.Dizze eleminten helpe te behâlden weld tensile sterkte by hege waarmte input, help weld bliuwe glêd by hege reis faasjes en soargje foar goede slag release.
Oer it algemien kin aktive flux helpe te ferminderjen it risiko fan minne welding kwaliteit, likegoed as djoere post-weld skjinmeitsjen en rework.
Hâld der rekken mei, lykwols, dat aktive flux is meastal bêste foar inkele of dûbele pass welding.Neutrale fluxen binne better foar grutte multi-pass welds om't se helpe foar te kommen dat it foarmjen bros, crack-gefoelige welds.
D'r binne in protte draadopsjes foar ûnderdompele arc welding, elk mei foardielen en neidielen.Guon triedden wurde formulearre foar welding by hegere waarmte yngongen, wylst oaren binne spesjaal ûntwurpen foar in hawwen alloys dy't helpe de flux skjinmeitsje de weld.

Tink derom dat de gemyske eigenskippen fan de tried en de waarmte ynfier ynteraksje kin beynfloedzje de meganyske eigenskippen fan de weld.Produktiviteit kin ek gâns ferbettere wurde troch it ynfoljen fan metalen seleksje.
Bygelyks, it brûken fan in metaal-cored tried mei in ûnderdompele arc welding proses kin tanimme de deposition effisjinsje mei 15 oan 30 prosint fergelike mei it brûken fan in bêst tried, wylst ek it jaan fan in breder, ûndjippere penetraasje profyl.
Troch syn hege reissnelheid ferminderet de metalen kearndraad ek waarmte-ynput om it risiko fan lasferfoarming en burn-out te minimalisearjen.By twifel, rieplachtsje de fabrikant fan fillermetaal om te bepalen hokker draad- en fluxkombinaasjes it bêste binne foar in bepaalde tapassing.
Post tiid: Jun-27-2023